

Rapid Prototyping & Rapid Manufacturing Expert
Specialize in CNC machining, 3D printing, urethane casting, rapid tooling, injection molding, metal casting, sheet metal and extrusion
Follow me on: 
Design for CNC machining
In this article, you will learn all the knowledge needed to optimize design for CNC machining parts: from machinability design rules to cost reduction techniques, from material selection guidelines to surface treatment suggestions. First of all, there are some limitations in CNC machining. Let’s first understand those factors that limit CNC machining. The limitation of CNC machining is the natural result of cutting process, which is mainly manifested in the following aspects:
1. Tool geometry
Most CNC machining tools have the characteristics of cylindrical shape with flat or spherical ends, which limits the geometry of parts that can be produced. For example, no matter how small a cutting tool is used, the internal vertical angle of a CNC part will always have a radius, which cannot be changed, because the features of the tool are limited and the tolerance can only be reduced as small as possible.
2. Hidden geometry
In the process of CNC milling, where the cutting tools can not reach, there is no way to CNC machining. For example, in some very complex prototype parts, there are some geometry hidden in the internal cavity. There is no way for the cutting tool to reach the position, and there is no way to process, which requires the help of other auxiliary tools.This is not only CNC cutting can achieve, may increase some costs.
3 workpiece rigidity
Due to the cutting force and the high temperature produced during the processing, the workpiece may deform or vibrate. For example, this limits the minimum wall thickness a CNC part can have and the maximum aspect ratio of a high feature.
In general, CNC milling maximum part size: 400 x 250 x 150 mm
CNC turning: Φ 500 mm x 1000 mm
The super large CNC machine tool can produce parts with a maximum size of 2000 x 800 x 1000 mm (78 “x 32” x 40 “).
The 5-axis CNC machining system is usually small in volume.
4 rigidity of cutting tool
Similarly, the cutting tool will deflect or vibrate in the process of machining, and the temperature is also very high. This will lead to tolerance and even tool damage. When the length diameter ratio of cutting tool increases, the effect will be more significant, which is the reason why deep cavity can not be easily CNC machining.
5 workspace
The geometry of the part determines how it is fixed on the CNC machine tool and the number of settings required. This affects cost, but it also affects the accuracy of the part. For example, manual repositioning introduces a small but not negligible position error. Generally, after the 5-axis CNC machining is set once, the workpiece does not need to be repositioned manually. This is the main advantage of 5-axis CNC machining over 3-axis CNC machining.
Design rules of CNC machining
In order to make full use of CNC machining function, designers must follow some “manufacturing design” rules. However, this can be challenging because there are no specific industry standards. In this paper, we adopt the best design practice of CNC machining and compile the comprehensive guide. We ask industry experts and CNC processing service providers to provide feedback to compile a large number of up-to-date information.
1 cavity depth: recommended 4 * milling cutter diameter
The cutting depth of a milling cutter is limited (usually 3-4 times its diameter). When the ratio between the depth and width of milling is large, the tool will be deformed, chip removal is difficult and vibration will become obvious. When the depth of the cavity is limited to 4 times of its width, good results will be obtained. When greater depth is necessary, special tools need to be considered. Generally, a cavity with a depth greater than 6 times the diameter of the milling cutter is considered as deep cavity milling. Deep cavity milling requires the use of special cutters, which can be used to process cavities with a depth to milling diameter ratio of 30:1.
2. Vertical corner radius of internal edge: recommended depth of cavity x (or greater)
The vertical corner radius of the inner edge is ⅓ x cavity depth (or greater), which ensures that a suitable diameter tool is used and is consistent with the recommended cavity depth guidelines. Increasing the corner radius slightly above the recommended value (for example, by 1 mm) allows the tool to cut along a circular path instead of a 90 o corner. This is a priority as this results in a higher quality surface finish. If you need a sharp 90 degree inside angle, consider adding a t-cut instead of reducing the corner radius.
Floor radius:
Recommended: 0.5mm, 1mm or no radius
The lower cutting edge of the milling cutter is even or slightly round. Any other floor radius can be machined using the ball end tool. It is a good design practice to use the recommended value, which is the first choice of machinists.
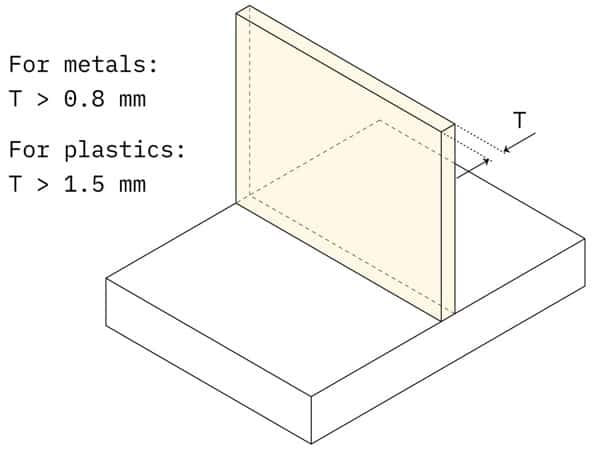
3 minimum wall thickness:
Recommendation: 0.8mm (metal), 1.5mm (plastic)
Feasible: 0.5mm (metal), 1.0mm (plastic)
Reducing the wall thickness will reduce the rigidity of the material, thus increasing the vibration in the process of machining and reducing the attainable accuracy.
Plastic is prone to warping (due to residual stress) and softening (due to temperature rise), so a larger minimum wall thickness is recommended.
4 hole diameter:
Recommended: standard bit size
Feasible: any diameter greater than 1 mmThe drill or milling cutter can process holes. The size of the bit is standardized (metric and Imperial). Reamers and boring tools are used to finish holes with strict tolerances. Standard diameter is recommended for high precision holes less than 20 mm.
Maximum depth:
Recommended: 4 x nominal diameter
Typical: 10 x nominal diameter
Feasible: 40 x nominal diameter
Non standard diameter holes must be machined with end mills. In this case, the maximum cavity depth limit will be applied and the recommended maximum depth value should be used. Use a special drill (minimum diameter 3 mm) to machine holes deeper than typical. The blind hole is processed with a bit with a conical floor (135 angle), and the tool for processing the hole and end milling cutter will be flat. In CNC machining, there is no special preference between through holes or blind holes.
5 thread size:
Minimum: M2
Recommended: M6 or larger
The internal thread is cut with a tap, and the external thread is cut with a die. Taps and dies can be used to cut threads to m2.
CNC threading tools are common and popular with machinists because they limit the risk of a tap breaking. CNC thread tool can be used to cut thread to M6.
Thread length:
Minimum: 1.5 x nominal diameter
Recommended: 3 x nominal diameter
Most of the load applied to the thread is carried by a few first teeth (max. 1.5 x nominal diameter). Therefore, threads larger than 3 x nominal diameter are not required.
For threads in blind holes cut with a tap (i.e. all threads smaller than M6), add a unthreaded length equal to 1.5 x nominal diameter to the bottom of the hole.
When CNC thread tool (i.e. thread larger than M6) can be used, thread processing can be carried out on the whole length of the hole.
6 minimum aperture:
Recommendation: 2.5mm (0.1in)
Feasible: 0.05 mm (0.005 in.)
Most machining workshops will be able to accurately machine cavities and holes using tools less than 2.5 mm (0.1 in) in diameter. Any value below this limit is considered micro machining. Machining such features requires special tools (micro drills) and expertise (the physical nature of the cutting process varies within this range), so it is recommended to avoid using them unless absolutely necessary.
7 tolerance
Standard: ± 0.125 mm (0.005 in.)
Typical value: ± 0.025 mm (0.001 in.)
Feasible: ± 0.0125 mm (0.0005 in.)
Tolerances define the boundaries of acceptable dimensions. The tolerances that can be achieved depend on the base dimensions and the geometry of the part. The above values are reasonable criteria.
If no tolerance is specified, the standard ± 0.125 mm (0.005 in) tolerance will be used in most machining workshops.
Machine setup and part orientation
As mentioned earlier, cutting tool is one of the main design limitations of CNC machining. In order to reach all surfaces of the prototype, the workpiece must be rotated several times.
For example, the part in the figure above must be rotated three times in total: twice to machine holes in two main directions, and a third time to enter the back of the part.
Whenever the workpiece is rotated, the machine must be recalibrated and a new coordinate system must be defined.
It is important to consider machine settings in design for two reasons:
The total number of machine settings affects costs. Rotating and realigning parts requires manual operation and increases the total processing time. This is generally acceptable if the part needs to be rotated up to 3-4 times, but anything beyond this limit is redundant. In order to obtain the maximum relative position accuracy, two features must be machined in the same setting. This is because the new dimensioning step introduces a small error (which cannot be ignored).
5 axis CNC machining
When using 5-axis CNC machining, it can eliminate the need for a variety of machine settings. Multi axis CNC machining can manufacture parts with complex geometry, because they provide two additional rotating shafts.
5-axis CNC machining keeps the cutter tangent to the cutting surface all the time. More complex and effective tool path can be followed, so that parts have better surface finish and less processing time.Of course, five axis CNC has its limitations. Basic tool geometry and tool access restrictions still apply (for example, parts with internal geometry cannot be machined). Moreover, the cost of using such a system is high.
Design undercut
Undercuts are features that cannot be machined with standard cutting tools because some surfaces cannot be accessed directly from above.There are two main types of undercut: T-groove and dovetail groove. Undercut can be single-sided or double-sided and machined with special tools.The T-groove cutting tool is mainly made of a horizontal cutting blade installed on a vertical axis. The width of the undercut can vary from 3 mm to 40 mm. Standard dimensions are recommended for width (i.e., in millimeters increments or inches).
For dovetail cutting tools, the angle is the dimension that defines the feature. The 45 degree and 60 degree dovetail tools are considered standard tools. Tools with angles of 5 o, 10 o, and up to 120 o (in increments of 10 o) can also be used, but they are rarely used.When designing parts with undercut on the inner wall, make sure to add enough clearance for the tool. A good rule of thumb is to increase the space between the machined wall and any other wall by at least four times the undercut depth.For standard tools, the typical ratio between the cutting diameter and the shaft diameter is 2:1, which limits the cutting depth. When non-standard undercut is needed, the machine factory usually makes its own customized undercut tools. This may increase delivery times and costs and should be avoided as much as possible.
Draft technical drawings
Even if technical drawings (step or IGES documents are sufficient) are not always required to place an order, it is recommended that you also submit drawings as this will improve communication between the designer and the CNC machine operator.Note that some design criteria cannot be included in step or IGES files. If your model includes one or more of the following, you must provide 2D technical drawings:
Screw hole or shaft.
Dimension with tolerance.
Specific surface finish requirements.
Precautions for operators of CNC machine tools.
Rule of experience
Design parts that can be machined with the largest diameter tool.
Add a large fillet (at least 1x cavity depth) to all internal vertical corners.
Limit the depth of the cavity to four times the width.
Keep the main features of the design consistent with one of the six main directions. If it is not possible, 5-axis CNC machining can be selected.
When your design includes thread, tolerance, surface finish specification or other comments to the machine operator, please submit the technical drawing in the drawing.