

Rapid Prototyping & Rapid Manufacturing Expert
Gespecialiseerd in CNC-bewerking, 3D-printen, urethaangieten, rapid tooling, spuitgieten, metaalgieten, plaatwerk en extrusie
Volg me op: ![]()

Wat u moet weten over CNC-bewerking van PEEK
Polyetheretherketone (PEEK) is een hoogwaardige technische thermoplast die wordt gebruikt om onderdelen te vervaardigen die worden blootgesteld aan hoge temperaturen, chemicaliën en andere ruwe omgevingen. Het is vatbaar voor scheuren tijdens de verwerking en vereist speciale ervaring en kennis om ermee om te gaan. PEEK is ook een zeer zuiver polymeer met uitstekende slijtvastheid, hittebestendigheid, corrosieweerstand, maatvastheid, biocompatibiliteit en niet-absorptie van water. Deze lichtgewicht thermoplast is een ideale vervanging voor de meeste zachte metalen.
1. Overzicht van PEEK
Net als PPS is PEEK chemisch en waterbestendig, terwijl het met een smeltpunt van 343°C bij hogere temperaturen kan werken. Het kan continu worden blootgesteld aan hoge temperaturen van 250°C zonder blijvend verlies van fysische eigenschappen. PEEK materialen zijn verkrijgbaar in de vorm van pellets, filamenten, vellen, staven en buizen met ongevulde, kunnen ook worden versterkt met 30% glasvezel gevuld en 30% koolstofvezel. Het wordt meestal geclassificeerd als industriële kwaliteit of medische kwaliteit. PEEK-kunststoffen van industriële kwaliteit worden gebruikt in de luchtvaart-, automobiel-, chemische, elektronica- en energie-industrie, terwijl PEEK-kunststoffen van medische kwaliteit worden gebruikt in de gezondheidszorg en de tandheelkunde.
In een oogopslag
processen | Levertijd | kleuren | Tolerantie | Prijs | Toepassingen | Grades |
CNC-freesmachine | Zo snel als 3 dagen | Ondoorzichtig beige | Met tekening: zo laag als +/- 0.005 mm | $ $ $ | Metaalalternatief voor toepassingen onder hoge spanning | Standaard PEEK, 30% glas gevuld |
Materiaal eigenschappen
PEEK | |||||
Opbrengststerkte (trek) | Verlenging bij Break | Hardheid | Dichtheid | Maximale temp | McMaster-onderdeelnummer |
14,000 psi | 20% | Rockwell R125 | 0.047 pond / kubieke meter. in. | 480 ° F | 8504K811 |
PEEK (30% glas gevuld) | |||||
Opbrengststerkte (trek) | Verlenging bij Break | Hardheid | Dichtheid | Maximale temp | McMaster-onderdeelnummer |
14,000 psi | 3% | Rockwell R126 | 0.054 pond / kubieke meter. in. | 480 ° F | 8678k14 |
Ontwerp aanbevelingen
Minimale muur Dikte | Min grootte van de eindfrees | Min boormaat | Maximale onderdeelgrootte | Ondersnijdingen | Grades |
0.5 mm | 0.8 mm (in 0.03) | 0.5 mm (in 0.02) | 1200 x 500 x 152 mm [x,y,z] (frees) 152 x 394 mm [d,h] (draaibank) | Vierkant profiel, volledige radius, zwaluwstaartprofielen | De diepte mag niet groter zijn dan 12x de boordiameter. Voor vingerfrezen mag de diepte niet groter zijn dan 10x de gereedschapsdiameter. |
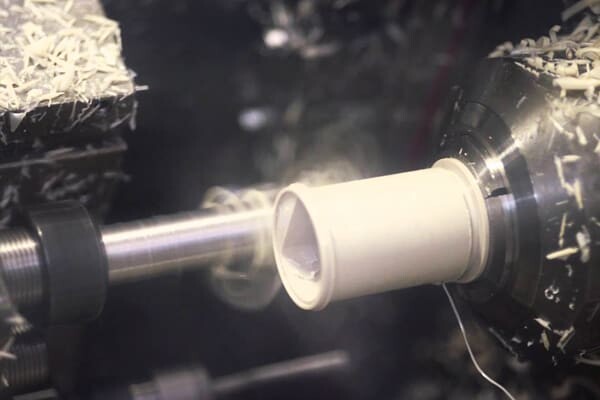
CNC-bewerking van PEEK-onderdelen
Op maat gemaakte PEEK-componenten omvatten: rollen en wielen, lagers, bussen, afdichtingen, pakkingen, zuigeronderdelen, medische implantaten, orthopedische instrumenten, systemen voor medicijnafgifte, tandheelkunde en enz.
2.PEEK CNC-bewerkingssuggestie
Gloeien. CNC-bewerkingswinkels typisch voorraadstaven met diameters variërend van 6 mm tot 150 mm. Voorafgaand aan de bewerking moet PEEK spanningsvrij worden gemaakt door middel van een gloeiproces. Dit is om de vorming van oppervlaktescheuren en interne spanning als gevolg van hitte die tijdens het snijden wordt gegenereerd, te voorkomen. Bij langdurige PEEK-bewerking zijn aanvullende gloeiprocedures vereist, zoals een gloeiprocedure vóór het voorbewerken en een tweede gloeiprocedure vóór het nabewerken om de mogelijkheid van scheurvorming te elimineren. De kostenfactor voor PEEK CNC-bewerking is 0.9 in vergelijking met staal 12L14.
Type | Algemene karakteristieken | Legering | Gemeenschappelijke toepassingen | Toleranties voor 1/2″ Dia. | Materiële kostenfactor | Bewerkingskostenfactor |
Kunststofhars met hoge sterkte, extreem hoge weerstand tegen hitte, vocht en chemicaliën | PEEK | Lagers, bussen, pompcomponenten, medische implantaten, ruimtevaartcomponenten | + 0.004-0 | 71.6 | 0.9 | |
Vergeleken met andere materialen | ||||||
Type | Algemene karakteristieken | Legering | Gemeenschappelijke toepassingen | Toleranties voor 1/2″ Dia. | Materiële kostenfactor | Bewerkingskostenfactor |
Ontworpen voor uitstekende bewerkbaarheid. Alleen koffer hard | 12L14 | Eindeloze commerciële producten; waarschijnlijk meer kilo's gebruikt in gedraaide producten dan enig ander materiaal | Koudgetrokken | 1 | 1 | |
Ontworpen voor machinale bewerking, niet-magnetisch | 303 | Elektronische hardware, auto's, ruimtevaart, medische instrumenten en vele toepassingen die corrosiebestendigheid vereisen | Koud afgewerkt | 1.9 | 2.7 | |
Sterkte, corrosie- en slijtvastheid en uitstekende bewerkbaarheid | C35300 | Zeer geschikt voor onderdelen met karteling of schroefdraad | +0015 | 3.5 | 0.07 | |
Ontworpen voor machinale bewerking | 2011 | Elektronische hardware, eindeloze commerciële producten | Koude afdronk | 3.8 | 0.6 | |
Hoge sterkte, lichtgewicht, goede bio-compatibiliteit | Ti-6Al-4VEli | Medische implantaten | Geslepen & gepolijst | 30.2 | 6 | |
Verzacht PEEK voor het bewerken. De bewerkingsmethode van industriële kwaliteit is vergelijkbaar met de meeste PEEK-polymeren van medische kwaliteit. PEEK van medische kwaliteit bevat echter vaak hardere koolstofvezels, waardoor het PEEK-materiaal voorafgaand aan de bewerking moet worden verzacht, waardoor de gereedschapsslijtage wordt verminderd. DDPROTOTYPE, een toonaangevend prototypingbedrijf in China, vat snijgegevens samen op basis van meer dan 20 jaar bewerkingservaring om ontwerpers te helpen de bewerkingstechnologie van traditionele medische kwaliteit en met koolstofvezel versterkte PEEK-polymeren te begrijpen.
Machinale gids | ||
| Naturel | Met koolstofvezel versterkt |
Zagen | - | Verwarm het materiaal voor op 120 C graden |
Vrijloophoek - graden | 15 tot 30 | 15 tot 30 |
Hellingshoek - graden | 0 tot 5 | 10 tot 15 |
Snijsnelheid - m/min | 500 tot 800 | 200 tot 300 |
Hoogte - mm | 3 tot 5 | 3 tot 5 |
| ||
Boren |
| Verwarm het materiaal voor op 120 C graden |
Vrijloophoek - graden | 5 tot 10 | 6 |
Hellingshoek - graden | 10 tot 30 | 5 tot 10 |
Snijsnelheid - m/min | 50 tot 200 | 80 tot 100 |
Voedingssnelheid - mm/omw | 0.1 tot 0.3 | 0.1 tot 0.3 |
| ||
Frezen |
| Voorverwarmen van materiaal is niet nodig |
Vrijloophoek - graden | 5 tot 10 | 15 tot 30 |
Hellingshoek - graden | 10 tot 30 | 10 tot 15 |
Snijsnelheid - m/min | 50 tot 200 | 200 tot 300 |
| ||
Draai |
| Voorverwarmen van materiaal is niet nodig |
Vrijloophoek - graden | 6 tot 8 | 6 tot 8 |
Hellingshoek - graden | 0 tot 5 | 2 tot 8 |
Snijsnelheid - m/min | 250 tot 500 | 150 tot 200 |
Voedingssnelheid - mm/omw | 0.1 tot 0.5 | 0.1 tot 0.5 |
Gebruik professional tools.DDPROTOTYPE raadt ook aan om een siliciumcarbidefrees te gebruiken voor natuurlijke PEEK en diamantgereedschappen voor met koolstofvezel versterkte PEEK. Er moet ook worden opgemerkt dat tijdens de bewerking zuiver water wordt gebruikt als koelmiddel om de tijdens de bewerking gegenereerde snijwarmte te elimineren.
Gaten boren. Bij het diepboren van PEEK kunnen scheuren ontstaan, omdat PEEK een lagere rek heeft in vergelijking met andere kunststoffen.
Voorkom vervuiling. Het is hetzelfde als het bewerken van andere medische componenten. het werkstuk moet worden voorkomen vervuiling tijdens het bewerken van PEEK, de CNC-machine, opspaninrichtingen en gereedschappen van het werkstuk moeten worden beschermd en gescheiden van anderen, en mogen niet worden gemengd met ander gereedschap, de operator moet handschoenen dragen.
3.Andere productieprocessen
PEEK-materialen zijn niet beperkt tot CNC-bewerking, ze kunnen ook worden verwerkt door middel van 3D-printen of spuitgieten. Welk fabricageproces gekozen wordt hangt af van het gewenste eindproduct, tijd en budget.
Voor 3D-geprinte PEEK-onderdelen, die steeds populairder worden in de medische wereld, kunnen onderdelen met complexe geometrieën eenvoudig worden gerealiseerd, vooral voor medische implantaten. De gekozen materialen zijn meestal in de vorm van FFF-filament en SLS-poeder. PEEK-spuitgegoten onderdelen worden veel gebruikt in de medische en ruimtevaartsector. Het smeltpunt ligt echter bij een hogere temperatuur die de bovengrens van de mogelijkheden van veel spuitgietmachines overschrijdt. Daarom wordt PEEK bij de spuitgietproductie als een speciaal materiaal beschouwd. U kunt ook andere materialen voor hoge temperaturen kiezen, zoals PEKK of Ultem.
Machining | CNC Machining | 3D afdrukken | spuitgieten |
Complexe geometrieën | Okay | Okay | Goed |
Mechanische prestatie | Goed | Goed | Okay |
Nauwkeurigheid en herhaalbaarheid | Goed | Goed | Okay |
4. oppervlaktebehandeling
De natuurlijke kleur van PEEK-onderdelen is dekkend grijs. Door de structuur van PEEK is het moeilijk te hechten aan verven en coatings. Gelukkig is het, dankzij de inherente chemische weerstand van PEEK, vaak mogelijk om onderdelen in hun machinale staat te houden.
Zoals machinaal bewerkt: Met behulp van een CNC-bewerkingsproces kunnen PEEK-onderdelen een oppervlakteafwerking van 125 uin Ra bereiken. Dat is vrij vlot.
Bead Blast: Het oppervlak kan worden geslepen met een glasparelmachine om eventuele markeringen op PEEK-onderdelen te verwijderen
Andere diensten:inclusief polijsten, randafwerking, lamineren, sticker aanbrengen.
5.Veelgestelde vragen over PEEK CNC-bewerking
Q1: Wat is de reden voor de vervorming van PEEK CNC verspanen?
Er is geen uitgloeistap om de interne spanning te verwijderen, of de interne spanning wordt niet volledig verwijderd.
De snijdiepte van de CNC is te diep.
Geen koelmiddel om de tijdens het snijden gegenereerde warmte af te voeren.
Onregelmatig, ongelijkmatig maaien of meer snijwonden aan de ene kant dan aan de andere kant.
De klemmen zijn niet sterk genoeg waardoor er trillingen ontstaan.
De klem is te strak, waardoor het werkstuk vervormt.
Vraag 2: Hoe bramen op PEEK-onderdelen te repareren?
Omdat PEEK de kenmerken van hoge taaiheid heeft, is het gemakkelijk om bramen te hebben tijdens het bewerkingsproces. Na meer dan tien jaar ervaring met DDPROTOTYPE zijn er momenteel vier methodes om bramen te verwijderen.
Houd de gereedschappen scherp, bij voorkeur diamantgereedschappen.
Voeg een afschuiningsfunctie toe om de braam van randen te verwijderen.
Gebruik de voortgang van de tweede bewerking om de braam te verwijderen.
Het is het beste om met glas gevuld of met koolstof gevuld PEEK-materiaal te gebruiken, gewone soorten PEEK zijn gemakkelijk te bramen.
Als een professioneel on-demand productiebedrijf met meer dan 20 jaar ervaring, biedt DDPROTOTYPE een breed scala aan PEEK-productiediensten, waardoor PEEK-onderdelen van hoge kwaliteit volgens uw specificaties worden gegarandeerd tegen zeer voordelige kosten. Als u vragen heeft over het PEEK-project, neem dan gerust contact op met onze productiespecialisten. DDPROTOTYPE geeft u gratis advies over ontwerp en materiaalbewerkingservaring.