

Rapid Prototyping & Rapid Manufacturing Expert
Gespecialiseerd in CNC-bewerking, 3D-printen, urethaangieten, rapid tooling, spuitgieten, metaalgieten, plaatwerk en extrusie
Volg me op: ![]()

Alles wat u moet weten over vacuümgieten
vacuüm gieten is een van de belangrijke processen voor het vervaardigen van prototypen. Het heeft de voordelen van lage kosten en stabiele productkwaliteit. Het is zeer geschikt voor snelle engineeringtesten (snel testen van projecten), ontwerpconceptverificatie en fysieke weergave (weergave van de fysieke structuur van het product). Wacht. Voordat ontwerpers zich ontwikkelen van een concept of idee tot volwassen massaproductie, moeten ontwerpers voortdurend problemen ontdekken en de productplanning verbeteren; veel industriële plastic onderdelen, zoals auto-onderdelen, robots, medische apparaten en 3C-producten, gebruiken meestal een spuitgietproces. Er worden miljoenen eenheden geproduceerd, maar de kosten voor het openen van de mal zijn erg hoog en de tijd om de mal te ontwikkelen is relatief lang (en de ontwerp- en productiecyclus van de mal is lang). Wat het voor ontwerpers moeilijker maakt, is dat als er een kleine fout in het plan zit, dit enorme verspilling veroorzaakt (de kosten voor het aanpassen van de mal zijn vrij hoog). U moet weten dat een set stalen mallen gewoonlijk 10,000 of zelfs tienduizenden dollars kost, en de tijdskosten kunnen niet worden gecompenseerd. Daarom is het een essentiële stap om kleine partijen plastic onderdelen te produceren om het ontwerp te verifiëren, zoals 20-500 stuks. Op dit moment is vacuümgieten de verwerkingsmethode die de voorkeur heeft.
Wat is vacuümgieten?
vacuümgieten, ook wel bekend als siliconen mal, gebruikt de vervaardigde siliconen mal om plastic onderdelen te repliceren. Het gegoten polyurethaanmateriaal wordt ontschuimd, geroerd, voorverwarmd en gegoten onder vacuümomstandigheden, en het secundaire uithardingsproces wordt uitgevoerd in een thermostaat bij 60°C-80°C gedurende 2-3 uur. De replica gemaakt van siliconencomposietvorm kan de sterkte en hardheid van ABS en andere materialen bereiken en kan ook worden uitgerust met kleuren volgens de vereisten. Het vacuümgietproces kan kleine partijen kunststof onderdelen vervaardigen met complexe structuren, uniforme wanddikte en bepaalde functies en uiterlijkheden.
Het productieproces van vacuümgieten
Het fabricageproces van het vacuümgieten is verdeeld in drie stappen: het prototype van de hoofdvorm maken, de vorm maken en de onderdelen gieten.
Stap 1: Maak een prototype van de hoofdmal
U kunt elk materiaal met stabiele eigenschappen kiezen om het prototype van de hoofdvorm te maken. Het is meestal gemaakt van plastic of metalen materialen. De enige eis is dat dit materiaal gedurende een bepaalde tijd stabiel moet zijn bij een hoge temperatuur van 40°C.
Het is vermeldenswaard dat het prototype een beslissende rol speelt in de kwaliteit van de gekopieerde onderdelen. Als u zeer nauwkeurige, hoogglanzende of zelfs zeer transparante kunststof onderdelen wilt verwerken, dan kan het prototype van de mastermal het beste worden verwerkt door CNC-bewerking.
Het is ook een ideale keuze om het prototype van het hoofdmodel te vervaardigen via het SLA-proces, maar in vergelijking met het prototype van het hoofdmodel dat door CNC wordt verwerkt, kunnen de kosten van het laatste onderdeel behoorlijk verschillen (de nauwkeurigheid zal iets slechter zijn en de eenheidsprijs zal iets lager zijn); dit is wanneer Wanneer u kiest voor het vacuümgietproces om onderdelen te vervaardigen, zullen de offertes van verschillende fabrikanten behoorlijk verschillen, zelfs meerdere keren verschillend (een van de redenen waarom de offertes van verschillende fabrikanten verschillend zijn).
Het oppervlak van het prototype van het hoofdmodel kan ook worden ontworpen met een spraytextuur of een mat effect. De siliconen mal reproduceert nauwkeurig de details en texturen en het oppervlak van de uiteindelijke replica behoudt een hoge mate van consistentie met het prototype.
Stap 2: Maak de siliconen mal
De gietmal is gemaakt van vloeibare siliconen, ook wel RTV-mal genoemd. Siliconen zijn chemisch stabiel, zelflossend en flexibel, waardoor krimp wordt geminimaliseerd en onderdeeldetails efficiënt worden gerepliceerd van prototype tot mal. Roer de silicagel en verharder gelijkmatig door elkaar. Het uiterlijk van de mal silicagel is een vloeiende vloeistof, component A is silicagel en component B is verharder. Voorbeeld: Neem 100 gram silicagel en voeg 2 gram verharder toe (Let op: De silicagel en verharder moeten gelijkmatig worden geroerd. Als ze niet gelijkmatig worden geroerd, wordt een deel van de mal uitgehard en een deel niet uitgehard, en de siliconen zullen ongelijkmatig worden uitgehard.Dit heeft invloed op de levensduur van de siliconenvorm en het aantal keren dat de vorm wordt gedraaid, en zorgt er zelfs voor dat de vorm wordt gesloopt.
Breng tape aan op vlakke plaatsen rond het prototype om een scheidingsoppervlak te vormen na het snijden van de mal. Het prototype wordt vervolgens in een gietdoos gehangen en er worden lijmstaven op de onderdelen geplaatst om gietkanalen en ontluchtingsgaten te maken voor ontluchting tijdens het siliconengietproces. Giet de silicagel in de doos en verwijder de luchtbellen. De tijd mag niet te lang zijn. Onder normale omstandigheden mag dit niet langer zijn dan tien minuten om te voorkomen dat borstelen of gieten onmogelijk wordt nadat er vernettingsreacties zijn opgetreden.
Zet de gietdoos in de oven om uit te harden, de temperatuur is 40℃, de tijd is 8-16 uur, deze tijd is afhankelijk van het volume van de mal.
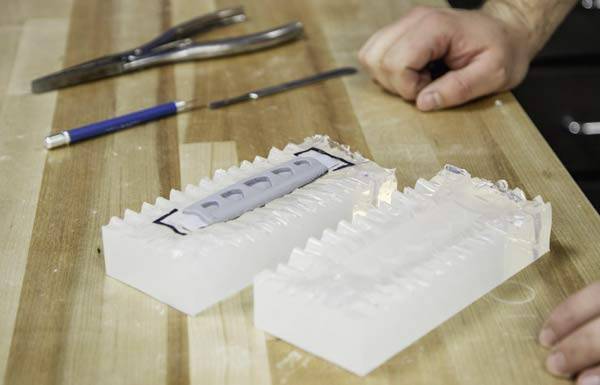
Nadat het siliconenrubber is uitgehard, verwijdert u de doos en de lijmstift, snijdt u langs de scheidingslijn en haalt u het prototype eruit. Op dit moment vormt het siliconenrubber een holte, die exact dezelfde vorm heeft als het prototype; op deze manier kan de siliconen mal een succes worden.
Stap 3: Vacuümgieten
Zet de vorm in de oven om te stollen en voorverwarmen tot 60-70℃.
Kies een geschikt lossingsmiddel en gebruik het op de juiste manier voordat u de mal sluit, wat erg belangrijk is om plakken en oppervlaktedefecten te voorkomen.
Bereid de polyurethaanhars volgens uw ontwerpvereisten, meng de tweecomponentenhars in de juiste verhouding, roer en ontgas vervolgens onder vacuüm gedurende 50-60 seconden en verwarm het vóór gebruik voor op ongeveer 40°C.
Giet polyurethaanhars in de holte van de vorm. Nadat de holte is gevuld, plaatst u de mal in een vacuümomgeving om de lucht in de holte te verwijderen en vult u elke positie van de mal met vloeibare siliconen om ervoor te zorgen dat de vorm van het gevormde product precies hetzelfde is als het prototype.
Blijf de vorm in de oven plaatsen om opnieuw uit te harden. Gemiddelde uithardingstijd: 1-3 uur voor kleine stukken, 3-6 uur voor grote stukken.
Haal na het uitharden het gegoten onderdeel uit de siliconen mal en u kunt een replica van het originele onderdeel krijgen.
Herhaal deze cyclus.
Materiaalkeuze voor vacuümgieten
Polyurethaan harsen zijn polymeren met een breed scala aan eigenschappen en toepassingen. Fabrikanten van vacuümafgietsels betrekken polyurethaanharsen, waaronder Hei-Cast uit Japan en Axson uit Frankrijk. De materiaaleigenschappen zijn vergelijkbaar met technische kunststoffen, zoals ABS, PMMA, PC, PP, PA, enz. De soorten gietharsen kunnen variëren van transparant, doorschijnend tot gekleurd, zacht rubber of hard plastic en zelfs slagvast, hoog -temperatuurbestendige (120°C) of brandwerende (UL94-V0) materialen. het vacuümgietproces kan worden gebruikt voor secundair spuitgieten en er kunnen ook inzetstukken worden toegevoegd;
Technische parameters van vacuümgieten
Omschrijving | Tolerantie opmerking |
Nauwkeurigheid | Door de thermische uitzetting van de vloeistof en de natuurlijke eigenschappen van de flexibele mal is het verwachte krimppercentage +0.15%; de standaardtolerantie is ± 0.15 mm / 100 mm en de hoogste nauwkeurigheid kan ± 0.05 mm bereiken. |
Maximale grootte | Vacuümgietapparatuur is geschikt voor een maximale grootte van 2d.0M * 1.2M * 1.0M. |
Onderdeel Minimale wanddikte | Voor een goede vulling van de mal is een wanddikte van minimaal 0.75 mm noodzakelijk. Voor het beste resultaat adviseren wij een wanddikte van minimaal 1.5 mm. |
Typisch aantal replica's | Tot 25 replica's per mal (afhankelijk van malcomplexiteit en gietmateriaal); er kunnen slechts 12 of zelfs 10 replica's van een mal worden gemaakt als het onderdeel een hoge kwaliteit vereist (bijv. transparante of complexe structuren). |
Typische doorlooptijden | Binnen 50 tot 10 dagen kunnen maximaal 15 gegoten monsters worden geproduceerd, afhankelijk van de grootte en het volume van de onderdelen |
Afwerkingsopties voor vacuüm omspuiten
Mat/mat.Het hoofdprototype is mat gezandstraald, het replica-onderdeel heeft een gladde satijnen afwerking en transparante en doorschijnende delen met deze afwerking zullen mat lijken. Een matte afwerking is handig voor handheld- en high-touch-gebieden, omdat het de zichtbaarheid van vingerafdrukken vermindert.
Halfglanzend. Een afwerking die wat glans heeft maar niet erg reflecterend is. De halfglanzende afwerking zit tussen hoogglans en mat in, met een glad, gemakkelijk schoon te maken oppervlak.
Hoog glans. Creëer een sterk reflecterende afwerking door het masterprototype te polijsten voordat u de mal maakt. Heeft de hoogste transparantie voor transparante delen. Specular kan worden gebruikt voor cosmetische modellen, lenzen en meer.
Polyurethaan kan worden gemengd met pigmenten om een verscheidenheid aan kleuren te verkrijgen. Zwart, naturel, helder en verschillende aangepaste kleuren (Raoul- of Pantone-kleuren die het dichtst bij uw keuze liggen).
Voordelen van vacuümgieten
Snelle afhandeling. Er kunnen maximaal 50 onderdelen worden geleverd in 7-15 dagen of minder, afhankelijk van de specificatie van het onderdeel (grootte, constructie) en hoeveelheid. In vergelijking met spuitgieten is de productietijd van vacuümgieten korter. Traditionele spuitgietmatrijzen hebben 4 tot 8 weken nodig om de productie te voltooien. Terwijl de siliconen mal slechts 1-2 weken nodig heeft om volledig te worden voltooid, en alle complexe onderdelen in korte tijd kunnen worden voltooid.
Goedkoop. Siliconen zijn qua kosten goedkoper in vergelijking met spuitgietmatrijzen. Spuitgieten is gebaseerd op fabricage van staal of aluminium. De kosten van een siliconen mal kunnen tussen de honderden en duizenden liggen, terwijl de kosten van één spuitgietvorm tussen de duizenden en tienduizenden liggen.
In staat om grote onderdelen te produceren. Afhankelijk van het type apparatuur dat wordt gebruikt, kunnen met vacuümgieten zeer grote onderdelen worden gemaakt, zoals behuizingen voor auto's, grote robotbehuizingen, medische CT-behuizingen, enz.
Oppervlakteafwerking is beter dan spuitgieten. Het vacuümproces verwijdert luchtbellen en zorgt ervoor dat het materiaal zich volledig hecht aan de holte, waardoor details worden vastgelegd.
vacuümgieten kan het vereiste realiseren complexe onderdelen of ontwerpen tegelijk, terwijl CNC-verwerking meestal moet worden gesplitst en geproduceerd op basis van grootte en structuur.
Verschillende kleuren om uit te kiezen. Kleurpigmenten kunnen aan de hars worden toegevoegd voor een verscheidenheid aan kleuropties.
Herhaalbaarheid. De siliconen mal kan ongeveer 20 keer gebruikt worden voordat hij vervangen moet worden.
Toepassing van vacuümgieten
Geschikt voor productie in kleine series. Vacuüm dubbel gieten is ideaal voor kleine batches - wanneer de hoeveelheden onvoldoende blijken te zijn om in spuitgietmatrijzen te investeren - en voor eerste serie (eerste serie) productieonderdelen, die weken voordat de productiematrijzen klaar zijn, kunnen worden voltooid.
Het vacuümgietproces is relatief goedkoop, waardoor eventuele noodzakelijke ontwerpwijzigingen gemakkelijk en economisch zijn. Bovendien kunnen verschillende materialen voor dezelfde matrijs worden gebruikt, waardoor ontwerpen met meerdere materialen kunnen worden getest.
Markt testen. Hoogwaardige afwerkingen maken vacuümgegoten onderdelen ideaal voor consumententesten, gebruikersevaluaties en conceptmodellen. Volgens hetzelfde ontwerpconcept kun je, als je niet weet welke kleur het beste is voor het product, een siliconen mal maken, 10-15 gietstukken maken en de kleur en textuur van je ontwerp op elk gietstuk schilderen, zodat het kan worden gebruikt op de ontwerpafdeling Zelfs interne discussies tijdens managementvergaderingen zorgen ervoor dat wijzigingen snel kunnen worden aangepast voor verdere tests of marktintroductie.
In augustus 2021 wilde een fietsenfabrikant in de Verenigde Staten 50 achterlichtkappen produceren met een regelmatige ruitvormige textuur, en de onderdelen moesten transparant zijn. Gezien de budgettaire kosten, a vacuüm gietproces werd aanbevolen en de nabewerking was gepolijst; door een professional Het tussenteam controleert het product en de klant overtreft verwachtingen na ontvangst van de prototype-onderdelen; conclusie: de complexe matrijsdelen kunnen de structuur, details en textuur van het prototype nauwkeurig repliceren en dezelfde oppervlakteafwerking bieden als het prototype, waardoor een vergelijkbaar spuitgietresultaat van de productie wordt bereikt.
