

ラピッド プロトタイピング & ラピッド マニュファクチャリング エキスパート
CNC 機械加工、3D 印刷、ウレタン鋳造、ラピッド ツーリング、射出成形、金属鋳造、板金、押出成形を専門としています
私に従ってください: ![]()

CNC 旋削に関するすべての要約
今日、多くの業界での研究開発業務は、部品やアセンブリの CNC 機械加工に依存しています。 CNC 旋盤加工は、円形、円筒形、テーパー状、またはその他の形状の部品や試作品を作成するために使用される CNC 機械加工の一種です。 その用途の範囲は CNC 旋盤ほど一般的ではありませんが、さまざまな材料で多数の部品を製造できる用途が広く費用対効果の高い製造プロセスです。 この記事では、CNC 旋削の目的、その仕組み、長所と短所、およびフライス加工や研削などの他の製造プロセスとの違いについて詳しく見ていきます。
1.CNC旋削とは?
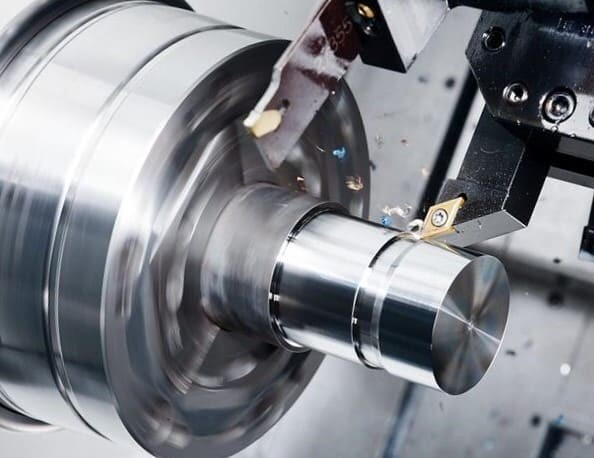
CNC旋盤 バーをチャックに保持して回転させながら、ツールを一定の速度でワークピースに接触させて材料を除去し、軸対称の部品または試作品を作成する製造プロセスです。 CNC旋盤の回転軸は水平方向または垂直方向に分割され、後者は主に大きな半径を持つ比較的長い部品を製造するために使用されます。 CNC旋盤にフライス加工機能もあれば、他の形状の部品やコンポーネントをフライス加工することができます。
選択される材料は、通常、丸棒、またはその他の正四角形または六角形です。
CNC旋盤によっては、許容バー長が異なる場合があります。
CNC 旋盤のツールは、回転可能なドリル タワーに取り付けられ、コンピューターによって制御されます。 タレットのツールが多ければ多いほど、複雑な部品を作成するためのオプションが増えます。
CNC 旋盤は、ワークピースの外側を切削することも、内側から穴を開けて管状部品を作成することもできます。
2. CNC旋削の機能は何ですか?
CNC 旋盤加工は主に、丸軸、中空管、テーパー、ネジ付きロッド、ブッシングなどの軸対称部品の製造に使用されますが、CNC フライス加工では、円形の輪郭を持つ部品の製造は比較的困難です。 CNC 旋盤で製造された部品は、非常に滑らかな表面仕上げと ± 0.0002 インチ以内の厳しい公差を備えています。 場合によっては、CNC フライス加工と CNC 旋削加工を連携させると、効率が大幅に向上します。 たとえば、CNC 旋削後に部品に対して CNC フライス加工が実行されます。 機械工は、XNUMX つの製造プロセスの利点を最大限に活用するために、パーツの非対称フィーチャをさらに製造することができます。
3. CNC旋削部品で考慮すべき重要な要素
パーツの外径。 CNC 旋削は、多くの場合、試作や少量生産に適しています。 部品の CNC 旋削が最も費用対効果の高い製造方法であるかどうかを判断する際に考慮すべき重要な要素は、部品の外径 (OD) です。 CNC 旋盤では、バーの外径に上限があります。 外径がCNC旋盤で許容される最大サイズ(2.5インチなど)を超える場合は、別途クランプする必要があり、納期とコストに影響する場合があります。
CNCツール. 注目すべきもう XNUMX つの要因は、CNC ツールです。 工具がどんなに薄くても小さくても、刃先は円柱状の性質を持ち、内側のコーナを加工すると R が残ります。 特殊な特性を持つ一部の部品では、最適な CNC ツールを選択する必要があります。
パーツの特徴。 アンダーカットのある設計の部品の場合、CNC ターニングは効果的なソリューションです。 これは、びびり、精度の低下、表面仕上げの低下などのリスクを伴う、より長い特殊工具を必要とする CNC フライス加工にいくつかの課題を提示する可能性があります。
非対称パーツ。 非対称部品の場合、CNC 旋削は理想的ではありません。
4. CNC旋削のメリット
ヒューマンエラーを減らします。 CNC 旋削サービスを選択すると、ヒューマン エラーを大幅に減らすことができます。 プログラムとセットアップが完了すると、CNC 旋盤は自動的に動作し、期待どおりの結果で部品を製造できます。
生産効率を向上させます。ほとんどの CNC 旋盤は比較的高速で動作し、中断することなく長時間動作できます。 XNUMX 人のオペレーターが複数の機械の操作を監視できるため、追加の人員を雇う必要がなく、生産効率の向上に役立ちます。
無駄を減らす 材料の割合。 CNC旋盤は、特にチタン、アルミニウム7075などの貴金属の場合、材料や利用可能なリソースを無駄にすることはほとんどないため、総コストを効果的に節約できます.
高精度。CNC ターニングは加工精度と表面仕上げが高く、製造された部品の品質は常に一定です。
5. CNC旋削のデメリット
CNC旋削の利点に加えて、その欠点についても考慮する必要があります。 もちろんCNC旋削は手動旋削よりも初期投資がかかります。
高額な設置費用が必要
メカニックとプログラミング能力に対する高度な技術的要件
軸対称部品のみの費用対効果
CNC旋盤はメンテナンスが必要で、すぐに故障を修正できない場合があります
CNC旋削の機能を比較検討すると、利点は欠点をはるかに上回ります。
6. CNC旋削のしくみ
CAD / CAM のあるサウンドを提供します。CNC 旋削プロセスはすべて自動化されていますが、その前に CAD/CAM 設計に必要な部品のデジタル表示が行われ、CNC 旋盤の言語である G コードに変換されます。 CNC工作機械の送り速度、回転速度、工具交換などをGコードでガイドします。 これは、多くの場合、材料から最終製品までの製造プロセスを視覚化できる AutoCAD Fusion の MasterCAM などのソフトウェアでシミュレートできます。
旋削加工。G コードがセットアップされると、オペレータはタレットをセットアップしてロードします。 タレットは一度に多くのツールを保持できます。 ロッドを所定の位置に固定すると、必要な部品またはプロトタイプが製造されるまで、余分な材料の自動切断が開始されます
7.CNC旋削タイプ
CNC旋削には、旋削、アンダーカット、ナーリング、穴あけ、面削り、中ぐりなど、さまざまな種類があり、さまざまな操作を実行して目的の形状を得ることができます。 以下は、CNC 旋削プロジェクトで使用する一般的な操作です。
対面時、シングルポイント ツールがワークピースのエッジから半径方向または軸方向に移動して、材料の薄い層を均一に切断し、滑らかな表面を残します。 表面の切削深さは一般に比較的小さく、半径方向または軸方向に XNUMX 点で処理できます。
テーパー旋削。ナイフ切断では、材料を円錐形に切断します。この場合、ワークピースの直径は端から端まで減少または増加します (たとえば、砂時計の形状を考えてください)。
フォームターニング。材料をカットし、丸型、曲線型、または滑らかな形状のナイフで輪郭のあるパーツを作成します。
輪郭旋削。シングルポイント カッターは、円形、曲線、または連続曲線を持つ滑らかな部品を加工できます。
面取り。面取りは通常、部品の鋭いエッジへの損傷を防ぐため、または安全のために 45 度に設定されます。 面取りされたエッジは、正方形または他の鋭いエッジよりも損傷に対する耐性があります。
パーティション。専用の切削工具を使用して、溝が切れるまで真っ直ぐに切ります。
糸脱毛。 均一ねじ仕様のボルトに合わせてヘリカルフルートをカット。
退屈な。 既存の開口部を拡大します。
掘削。 特殊なオーガードリルを使用してワーク内部の材料を除去し、穴をあける工程。
ナーリング. これは、パーツの表面に直線、傾斜線、またはクロスジグザグパターンをカットすることで、パーツの摩擦を増やすだけでなく、視覚効果も向上させます。
溝入れ。部品の狭いキャビティを機械加工するプロセス。
8.CNC旋削対応素材
CNC ターニングは、選択できるさまざまな金属やプラスチックなど、何百もの材料と互換性があります。 カスタム パーツやプロトタイプを作成するには、適切な材料を選択することが重要です。 最も広く使用されている材料をいくつか紹介し、各材料の共通の適用性に注意します。
アルミニウム。 アルミニウムは、CNC 旋削で最も広く使用されている材料の 5052 つであり、優れた強度対重量比を持ち、腐食に対して非常に耐性があります。 アルミニウム部品は、強度と耐食性をさらに向上させるために陽極酸化することができ、視覚的な美学を向上させるためにさまざまな色で利用できます。 CNC 旋削アルミニウムは、航空宇宙、医療機器、自動車部品、またはハウジングで広く使用されています。 一般的なアルミニウム合金モデルには、アルミニウム 7075、アルミニウム 7075、アルミニウム 6-T6063、アルミニウム 5-T7050、アルミニウム 7451-T6、アルミニウム MIC-6061、アルミニウム 6-T2024、アルミニウム 3-TXNUMX などがあります。
鋼。鋼は強度と硬度に優れているため、ギアやシャフトなどの高応力で摩擦に強い部品によく使用されます。 一般的な鋼種は、合金鋼 4130、合金鋼 4140、ASTM A36、鋼 1018、鋼 A36 などです。
ステンレス鋼。 熱処理後のステンレス鋼は、強度と耐食性に優れ、航空宇宙、医療機器、食品などの分野で広く使用されています。 一般的なステンレス鋼のモデルは、ステンレス鋼 15-5、ステンレス鋼 17-4、ステンレス鋼 18-8、ステンレス鋼 303、ステンレス鋼 304、ステンレス鋼 316/316L、ステンレス鋼 416、ステンレス鋼 420 です。
チタン。チタンは強度、耐食性、生体適合性に優れており、医療用インプラント、航空機、その他の分野の製造に非常に適しています。 最も一般的に使用されるチタン合金は、チタン 6Al-4V です。
CNC旋削用の一般的な金属材料のまとめ
アルミニウム | ステンレス鋼 | 軟鋼、合金、工具鋼 | その他の金属 |
6061-T6 | 303 | 軟鋼1018 | 真ちゅうC360 |
6082 | 304L | 軟鋼1045 | 銅C101 |
7075-T6 | 316L | 合金鋼 1215 | 銅C110 |
5083 | 2205デュプレックス | 軟鋼 A36 | チタングレード1 |
5052 | 17-4 | 合金鋼 4130 | チタングレード2 |
2014 | 15-5 | 合金鋼 4140 | アンバー |
2017 | 416 | 合金鋼 4340 | インコネル718 |
2024 | 420 | 工具鋼 A2 | マグネシウムAZ31B |
6063 | 430 | 工具鋼 A3 |
|
7050 | 440C | 工具鋼D2 |
|
A380 | 301 | 工具鋼 S7 |
|
MIC 6 |
| 工具鋼 H13 |
|
|
| 工具鋼 O1 |
一般的なプラスチック材料を CNC 旋削するための多くのオプションもあります。
PVC。PVC は、耐食性と耐薬品性に優れた低コストの材料です。 子供のおもちゃからガスパイプラインまで幅広く使用できます。
ナイロン。ナイロンは、耐熱性、耐薬品性、耐摩耗性に優れた汎用性のある低コストのプラスチックであり、場合によっては金属を置き換えることができ、高強度で公差の小さい部品の作成に使用できます。
プラスチック | 強化プラスチック |
ABS | ガロライトG-10 |
ポリプロピレン | ポリプロピレン(PP) 30%GF |
ナイロン6 | ナイロン30%GF |
デルリン(POM-H) | FR-4 |
アセタール(POM-C) | PMMA(アクリル) |
PVC | asfasdf |
HDPE |
|
UHMWPE |
|
ポリカーボネート |
|
ペット |
|
PTFE(テフロン) |
9、CNC旋削設計ガイドライン
CNC 旋削部品の一般的な機能について、推奨値と技術的に実現可能な値を要約します。
特徴 | 推奨サイズ | 実現可能なサイズ |
最小。 機能サイズ | Ø2.5ミリメートル | Ø0.5ミリメートル |
内部エッジ | R8mm | R0.25mm |
最小壁厚 | 0.8mm(金属用) | 0.5mm(金属用) |
穴 | 直径:標準ドリルビットサイズ | 直径: Ø 0.5 mm |
スレッド | サイズ:M6以上 | サイズ:M2 |
10. CNC旋削部品の表面処理工程
CNC旋削部品には、さまざまな表面処理プロセスから選択できます。 中国のトッププロトタイプメーカーであるDDPROTOTYPEの概要によると、より一般的な後処理は次のとおりです。
加工後 (Ra 3.2μm / Ra 126μin)。これは、公差が最も厳しく、必要に応じてバリ取りと面取りを行う標準的な最も費用対効果の高い表面処理プロセスです。
仕上げ(Ra 1.6μm/0.8μm)。通常、完成した部品は滑らかな表面仕上げで、痕跡は目立たず、手作業で研磨する必要はありません。
サンドブラスト。パーツの表面にガラスビーズを高圧で吹き付け、ザラザラとした質感を出します。
つや消し + アルマイト タイプ II (光沢仕上げ)。 タイプ II 陽極酸化の前にブラッシング仕上げを行うと、部品に光沢のある色、硬度の増加、および耐食性が与えられます。
サンドブラスト + アルマイト タイプ II (マット)。 グリットブラストおよびタイプ II アルマイト処理された部品は、優れた耐食性を備えています。
III型アルマイト(硬質アルマイト)。 アルマイト タイプ III の部品は、耐腐食性と耐摩耗性に優れています。
パウダーコーティング。 粉体塗装はすべての金属に作用し、部品の表面に強力で耐摩耗性の層を形成します。
伸線+電解研磨(Ra0.8μm/Ra32μin)。 つや消しおよび電解研磨されたパーツは、滑らかで手入れの行き届いた仕上がりになっています。
黒色酸化物。鋼材の耐食性を向上させ、反射を効果的に低減できる鋼材に適した表面処理プロセスです。
クロメート化成処理。部品にクロメート化成処理を施すことで、導電性を保ちながら耐食性を高めます。 RoHS対応。
伸線 (Ra 1.2μm / Ra 47μin)。 #400 ~ 600 のサンドペーパーで部品の表面の粗さを減らすと、視覚的な品質が向上します。
研磨(Ra 0.8μm / Ra 32μin)。 部品の表面は、表面仕上げをさらに改善し、わずかに反射するように、複数の方向に手動で研磨されます。
11. CNC旋削の公差
特別な仕様がない限り、CNC旋削は一般的にISO2768規格に従います。 0.5 mm 未満の公称サイズの公差を図面に明確に示す必要があることに注意してください。
公称サイズの制限 | プラスチック (ISO 2768- m) | 金属 (ISO 2768- f) |
0.5mm*~3mm | ±0.1mm | ±0.05mm |
3mm以上から6mm | ±0.1mm | ±0.05mm |
6mm以上から30mm | ±0.2mm | ±0.1mm |
30mm以上から120mm | ±0.3mm | ±0.15mm |
120mm以上から400mm | ±0.5mm | ±0.2mm |
400mm以上から1000mm | ±0.8mm | ±0.3mm |
1000mm以上から2000mm | ±1.2mm | ±0.5mm |
2000mm以上から4000mm | ±2mm |
