

Especialista em Prototipagem Rápida e Fabricação Rápida
Especialize-se em usinagem CNC, impressão 3D, fundição de uretano, ferramentaria rápida, moldagem por injeção, fundição de metal, chapas metálicas e extrusão
Siga-me no: 
Resumindo tudo sobre torneamento CNC
Hoje, as operações de pesquisa e desenvolvimento em muitos setores dependem da usinagem CNC de peças ou montagens. O torneamento CNC é uma forma de usinagem CNC usada para criar peças ou protótipos circulares, cilíndricos, cônicos ou outros. Embora sua gama de aplicações não seja tão popular quanto o torneamento CNC, ainda é um processo de fabricação versátil e econômico que pode produzir um grande número de peças em uma variedade de materiais. Neste artigo, veremos em detalhes para que serve o torneamento CNC, como funciona, suas vantagens e desvantagens e como ele difere de outros processos de fabricação, como fresamento ou retificação.
1. O que é torneamento CNC?
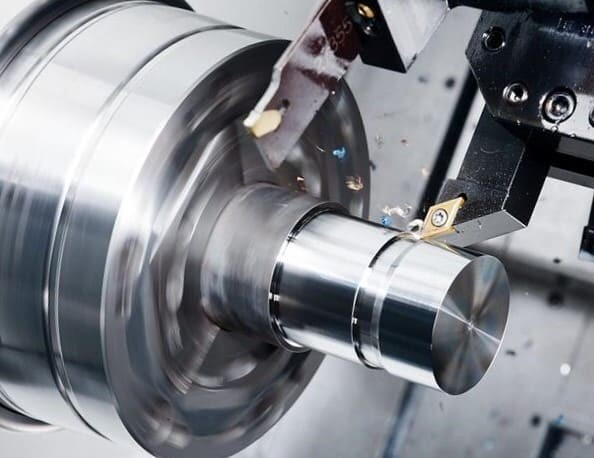
Torneamento CNC é um processo de fabricação no qual uma barra é mantida em um mandril e girada enquanto uma ferramenta é colocada em contato com a peça de trabalho a uma velocidade definida para remover material para criar uma peça ou protótipo axissimétrico. O eixo de rotação dos tornos CNC é dividido em direções horizontais ou verticais, sendo esta última usada principalmente para fabricar peças relativamente longas com grandes raios. Se o torno CNC também tiver uma função de fresagem, ele pode permitir que outras formas de peças ou componentes sejam fresadas.
O material selecionado geralmente é uma barra redonda ou outros quadrados ou hexágonos regulares.
Dependendo do torno CNC, o comprimento permitido da barra pode ser diferente.
As ferramentas do torno CNC são instaladas na torre de perfuração rotativa e controladas pelo computador. Quanto mais ferramentas houver na torre, mais opções haverá para fazer peças complexas.
Os tornos CNC podem cortar a parte externa da peça de trabalho e fazer furos por dentro para fazer peças tubulares.
2. Qual é a função do torneamento CNC?
O torneamento CNC é usado principalmente para fabricar peças axissimétricas, como eixos redondos, tubos ocos, cones, hastes roscadas ou buchas, etc., enquanto para o fresamento CNC é relativamente difícil fabricar peças com contornos circulares. As peças fabricadas por torneamento CNC têm um acabamento de superfície muito liso e tolerâncias apertadas, mesmo dentro de ± 0.0002 polegadas. Às vezes, a cooperação de fresagem CNC e torneamento CNC pode melhorar muito a eficiência. Por exemplo, o fresamento CNC é executado nas peças após o torneamento CNC. Os maquinistas podem fabricar ainda mais recursos assimétricos nas peças para aproveitar ao máximo as vantagens dos dois processos de fabricação.
3. Principais fatores a serem considerados em peças de torneamento CNC
O diâmetro externo da peça. O torneamento CNC geralmente é adequado para prototipagem e produção de baixo volume. Um fator-chave a ser considerado para determinar se o torneamento CNC de uma peça é o método de fabricação mais econômico é o diâmetro externo (OD) da peça. O torno CNC tem um limite máximo no diâmetro externo da barra. Quando o diâmetro externo excede o tamanho máximo permitido pelo torno CNC (como 2.5 polegadas), ele precisa ser fixado separadamente, o que pode afetar o prazo de entrega e o custo.
Ferramenta CNC. Outro fator para focar são as ferramentas CNC. Não importa quão fina ou pequena seja a ferramenta, a aresta de corte tem um caráter cilíndrico que deixa um raio ao usinar cantos internos. Para algumas peças com características especiais, é necessário escolher a ferramenta CNC mais adequada.
Características da peça. Para peças projetadas com rebaixos, o torneamento CNC é uma solução eficaz. Isso pode apresentar alguns desafios para o fresamento CNC, que requer ferramentas especiais mais longas com risco de trepidação, perda de precisão, acabamento superficial ruim, etc.
Partes assimétricas. Para peças assimétricas, o torneamento CNC não é o ideal.
4. Vantagens do torneamento CNC
Reduza o erro humano. A escolha de um serviço de torneamento CNC pode reduzir muito o erro humano. Uma vez programado e configurado, o torno CNC trabalha automaticamente e pode fabricar peças com os resultados esperados.
Melhorar a eficiência da produção.A maioria dos tornos CNC trabalha a uma velocidade relativamente rápida e pode funcionar por muito tempo sem interrupção. Um operador pode supervisionar a operação de várias máquinas, o que pode ajudar a melhorar a eficiência da produção sem a necessidade de contratar mão de obra adicional.
Reduza o desperdício taxa de materiais. Os tornos CNC raramente desperdiçam materiais ou recursos disponíveis, especialmente para metais preciosos, como titânio, alumínio 7075, etc., economizando efetivamente o custo total.
Alta precisão.O torneamento CNC possui alta precisão de usinagem e acabamento superficial, e as peças fabricadas são sempre de qualidade consistente.
5. Desvantagens do torneamento CNC
Além das vantagens do torneamento CNC, também precisamos considerar algumas de suas desvantagens. Obviamente, o torneamento CNC requer mais investimento inicial do que o torneamento manual.
Requer alto custo de configuração
Requisitos técnicos mais elevados para mecânica e capacidade de programação
Apenas rentável para peças axissimétricas
Os tornos CNC precisam de manutenção e podem não ser capazes de corrigir a falha imediatamente
Pesando as características do torneamento CNC, as vantagens superam em muito as desvantagens.
6. Como funciona o torneamento CNC
CAD / CAM design.O processo de torneamento CNC é todo automatizado, mas é precedido por uma representação digital da peça necessária para o projeto CAD/CAM, que é então convertida em G-code, a linguagem do torno CNC. O código G orienta a taxa de avanço, velocidade de rotação, troca de ferramenta, etc. da máquina-ferramenta CNC. Muitas vezes, isso pode ser simulado em software como o MasterCAM do AutoCAD Fusion, que permite a visualização do processo de fabricação, desde o material até o produto final.
Processo de torneamento.Depois que o código G é configurado, o operador configura e carrega a torre. A torre pode conter muitas ferramentas ao mesmo tempo. Com as hastes fixadas no lugar, inicia-se o corte automatizado do excesso de material até que a peça ou protótipo desejado seja fabricado
7. Tipo de torneamento CNC
Existem muitos tipos diferentes de torneamento CNC, como torneamento, rebaixamento, recartilhamento, furação, faceamento, mandrilamento, etc., e diferentes operações podem ser executadas para obter a forma desejada. A seguir estão as operações comuns que você usa em seus projetos de torneamento CNC.
Durante o enfrentamento, uma ferramenta de ponta única se move radialmente ou axialmente a partir da borda da peça de trabalho para cortar uniformemente camadas finas de material, deixando uma superfície lisa. A profundidade de corte da superfície é geralmente relativamente pequena e pode ser processada radialmente ou axialmente em um único ponto.
Torneamento cônico.O corte com faca corta o material em forma de cone, onde o diâmetro da peça diminui ou aumenta de uma ponta a outra (pense, por exemplo, no formato de uma ampulheta).
Torneamento de forma.Corte o material e crie peças contornadas com facas redondas, curvas ou lisas.
Torneamento de contorno.Os cortadores de ponto único podem usinar peças redondas, curvas ou lisas com curvas contínuas.
Chanfro.O chanfro é geralmente ajustado para 45 graus, a fim de evitar danos à aresta viva da peça ou por segurança. Bordas chanfradas são mais resistentes a danos do que bordas quadradas ou outras bordas afiadas.
Partição.Use uma ferramenta de corte especial para cortar uma ranhura reta até que seja cortada.
Rosqueamento. Caneluras helicoidais são cortadas para combinar com parafusos de especificação de rosca uniforme.
Entediante. Aumente a abertura existente.
Perfuração. O processo de remoção de material de dentro de uma peça de trabalho para criar um furo usando uma broca helicoidal especial.
Recartilhado. Isso serve para cortar linhas retas, linhas inclinadas ou padrões em zigue-zague cruzados na superfície da peça, o que pode não apenas aumentar o atrito da peça, mas também melhorar o efeito visual.
Grooving.O processo de usinagem de uma cavidade estreita em uma peça.
8. Materiais compatíveis com torneamento CNC
O torneamento CNC pode ser compatível com centenas de materiais, incluindo vários metais ou plásticos para você escolher. Escolher o material certo é fundamental para fazer uma peça ou protótipo personalizado. Apresentamos vários dos materiais mais amplamente utilizados e observamos a aplicabilidade comum de cada material.
Alumínio. O alumínio é um dos materiais mais amplamente utilizados para torneamento CNC, possui uma excelente relação resistência/peso e é extremamente resistente à corrosão. As peças de alumínio podem ser anodizadas para melhorar ainda mais a força e a resistência à corrosão e estão disponíveis em uma variedade de cores para melhorar a estética visual. O alumínio para torneamento CNC é amplamente utilizado na indústria aeroespacial, equipamentos médicos, peças automotivas ou caixas. Os modelos comuns de liga de alumínio incluem alumínio 5052, alumínio 7075, alumínio 7075-T6, alumínio 6063-T5, alumínio 7050-T7451, alumínio MIC-6, alumínio 6061-T6, alumínio 2024-T3, etc.
Aço.Como o aço tem excelente resistência e dureza, ele é frequentemente usado em peças de alta tensão e resistentes ao atrito, como engrenagens e eixos. Os tipos de aço comuns são liga de aço 4130, liga de aço 4140, ASTM A36, aço 1018, aço A36, etc.
Aço inoxidável. Após o tratamento térmico, o aço inoxidável tem excelente força e resistência à corrosão e é amplamente utilizado na indústria aeroespacial, equipamentos médicos, alimentos e outros campos. Os modelos comuns de aço inoxidável são aço inoxidável 15-5, aço inoxidável 17-4, aço inoxidável 18-8, aço inoxidável 303, aço inoxidável 304, aço inoxidável 316/316L, aço inoxidável 416, aço inoxidável 420.
Titânio.O titânio tem excelente força, resistência à corrosão, biocompatibilidade e é muito adequado para a fabricação de implantes médicos, aeronaves e outros campos. A liga de titânio mais comumente usada é o titânio 6Al-4V.
Resumo de materiais metálicos comuns para torneamento CNC
Alumínio | Aço inoxidável | Aço macio, liga e ferramenta | outro metal |
6061-T6 | 303 | Aço doce 1018 | Latão C360 |
6082 | 304L | Aço doce 1045 | Cobre C101 |
7075-T6 | 316L | Liga de aço 1215 | Cobre C110 |
5083 | 2205 Dúplex | Aço macio A36 | Grau de Titânio 1 |
5052 | 17-4 | Liga de aço 4130 | Grau de Titânio 2 |
2014 | 15-5 | Liga de aço 4140 | Invar |
2017 | 416 | Liga de aço 4340 | Inconel 718 |
2024 | 420 | Aço Ferramenta A2 | Magnésio AZ31B |
6063 | 430 | Aço Ferramenta A3 |
|
7050 | 440C | Aço de ferramenta D2 |
|
A380 | 301 | Aço Ferramenta S7 |
|
MIC 6 |
| Aço Ferramenta H13 |
|
|
| Aço Ferramenta O1 |
Existem também muitas opções para torneamento CNC de materiais plásticos comuns.
PVC.O PVC é um material de baixo custo com boa resistência à corrosão e resistência química. Pode ser usado em uma ampla gama de aplicações, desde brinquedos infantis até gasodutos.
Nylon.O nylon é um plástico versátil e de baixo custo que é resistente ao calor, produtos químicos e abrasão, pode substituir o metal em alguns casos e pode ser usado para criar peças de alta resistência e tolerância estreita.
Plásticos | Plástico Reforçado |
ABS | Garolita G-10 |
polipropileno | Polipropileno (PP) 30% GF |
nylon 6 | Náilon 30%GF |
Delrin (POM-H) | FR-4 |
Acetal (POM-C) | PMMA (acrílico) |
PVC | PEEK |
HDPE |
|
UHMWPE |
|
policarbonato |
|
PET |
|
PTFE (Teflon) |
9、Diretrizes de projeto de torneamento CNC
Resume valores recomendados e tecnicamente viáveis para recursos comuns de peças torneadas CNC.
Característica | Tamanho recomendado | Tamanho viável |
mín. tamanho do recurso | Ø 2.5 mm | Ø 0.5 mm |
Bordas internas | R 8 milímetros | R 0.25 milímetros |
Espessura mínima de parede | 0.8 mm (para metais) | 0.5 mm (para metais) |
Buracos | Diâmetro:tamanhos de broca padrão | Diâmetro: Ø 0.5 mm |
Tópicos | Tamanho: M6 ou maior | Tamanho: M2 |
10. Processo de tratamento de superfície de peças torneadas CNC
As peças de torneamento CNC têm uma variedade de processos de tratamento de superfície para escolher. De acordo com o resumo da DDPROTOTYPE, um dos principais fabricantes de protótipos na China, os pós-tratamentos mais comuns são os seguintes.
Conforme usinado (Ra 3.2 μm / Ra 126 μin).Este é o processo padrão de preparação de superfície mais econômico com as tolerâncias mais rígidas, rebarbação e chanfro, se necessário.
Acabamento (Ra 1.6μm /0.8μm).Normalmente, as peças acabadas têm um acabamento superficial liso, os traços não são óbvios e não há necessidade de polimento manual.
Jato de areia.Contas de vidro são pulverizadas na superfície da peça usando alta pressão para criar uma textura granulada.
Escovado + Anodizado Tipo II (acabamento brilhante). Um acabamento escovado antes da anodização Tipo II dá à peça uma cor brilhante, maior dureza e resistência à corrosão.
Jateado + Anodizado Tipo II (Fosco). Peças jateadas e anodizadas Tipo II têm boa resistência à corrosão.
Anodização tipo III (anodização dura). As peças anodizadas Tipo III possuem melhor resistência à corrosão e ao desgaste.
Revestimento em pó. O revestimento em pó funciona em todos os metais para formar uma camada forte e resistente ao desgaste na superfície da peça.
Trefilação + eletropolimento (Ra 0.8μm / Ra 32μin). Peças escovadas e eletropolidas têm acabamento liso e bem cuidado.
Óxido preto.Um processo de tratamento de superfície adequado para aço, que é usado para melhorar a resistência à corrosão de peças de aço e pode efetivamente reduzir a reflexão.
Revestimento de conversão de cromato.A aplicação de um revestimento de conversão de cromato a uma peça aumenta a resistência à corrosão, mantendo sua condutividade elétrica. Compatível com RoHS.
Desenho de fio (Ra 1.2μm / Ra 47μin). Reduzir a rugosidade da peça com lixa nº 400 – 600 melhora a qualidade visual.
Polido (Ra 0.8μm / Ra 32μin). A superfície da peça é polida manualmente em várias direções para melhorar ainda mais o acabamento superficial e levemente refletivo.
11. Tolerância de torneamento CNC
Se não houver nenhuma especificação especial, o torneamento CNC geralmente segue o padrão ISO2768. Vale ressaltar que a tolerância do tamanho nominal abaixo de 0.5 mm precisa estar claramente indicada no desenho.
Limites para tamanho nominal | Plásticos (ISO 2768-m) | Metais (ISO 2768-f) |
0.5 mm* a 3 mm | ± 0.1mm | ± 0.05mm |
Acima de 3mm a 6mm | ± 0.1mm | ± 0.05mm |
Acima de 6mm a 30mm | ± 0.2mm | ± 0.1mm |
Acima de 30mm a 120mm | ± 0.3mm | ± 0.15mm |
Acima de 120mm a 400mm | ± 0.5mm | ± 0.2mm |
Acima de 400mm a 1000mm | ± 0.8mm | ± 0.3mm |
Acima de 1000mm a 2000mm | ± 1.2mm | ± 0.5mm |
Acima de 2000mm a 4000mm | ± 2mm |