

CNC 터닝에 대한 모든 것 요약
오늘날 많은 산업 분야의 연구 개발 작업은 부품 또는 어셈블리의 CNC 가공에 의존합니다. CNC 터닝은 원형, 원통형, 테이퍼형 또는 기타 모양의 부품이나 프로토타입을 만드는 데 사용되는 CNC 가공의 한 형태입니다. 적용 범위가 CNC 터닝만큼 대중적이지는 않지만 여전히 다양한 재료로 많은 수의 부품을 생산할 수 있는 다재다능하고 비용 효율적인 제조 공정입니다. 이 기사에서는 CNC 선삭의 용도, 작동 방식, 장단점, 밀링 또는 연삭과 같은 다른 제조 공정과의 차이점에 대해 자세히 살펴보겠습니다.
1. CNC 터닝이란?
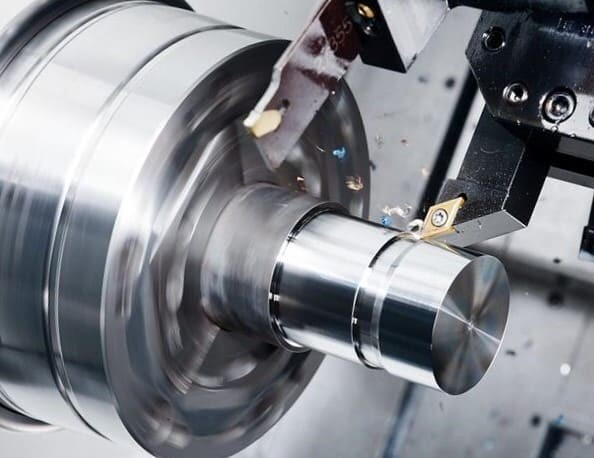
CNC 터닝 축대칭 부품 또는 프로토타입을 생성하기 위해 재료를 제거하기 위해 설정된 속도로 공작물과 공구가 접촉하는 동안 막대가 척에 고정되고 회전하는 제조 공정입니다. CNC 터닝 머신의 회전축은 수평 또는 수직 방향으로 나뉘며 후자는 주로 반경이 큰 비교적 긴 부품을 제조하는 데 사용됩니다. CNC 선반에 밀링 기능도 있으면 다른 모양의 부품이나 구성 요소를 밀링할 수 있습니다.
선택한 재료는 일반적으로 둥근 막대 또는 기타 일반 사각형 또는 육각형입니다.
CNC 선반에 따라 허용 가능한 바 길이가 다를 수 있습니다.
CNC 선반의 도구는 회전식 드릴링 타워에 설치되고 컴퓨터에 의해 제어됩니다. 터렛에 도구가 많을수록 복잡한 부품을 만들기 위한 옵션이 더 많아집니다.
CNC 선반은 공작물의 외부를 절단하고 내부에서 구멍을 뚫어 관형 부품을 만들 수 있습니다.

2. CNC 터닝의 기능은 무엇입니까?
CNC 터닝은 주로 원형 샤프트, 중공 튜브, 테이퍼, 나사 막대 또는 부싱 등과 같은 축 대칭 부품을 제조하는 데 사용되는 반면 CNC 밀링의 경우 원형 윤곽이 있는 부품을 제조하는 것이 상대적으로 어렵습니다. CNC 터닝으로 제조된 부품은 표면 마감이 매우 매끄럽고 공차가 ±0.0002인치 이내로 엄격합니다. 때로는 CNC 밀링과 CNC 터닝의 협력으로 효율성을 크게 향상시킬 수 있습니다. 예를 들어 CNC 터닝 후 부품에 CNC 밀링이 수행됩니다. 기계공은 두 가지 제조 공정의 장점을 최대한 활용하기 위해 부품에 비대칭 기능을 추가로 제조할 수 있습니다.
3. CNC 터닝 부품에서 고려해야 할 핵심 요소
부품의 외부 지름입니다. CNC 터닝은 프로토타이핑 및 소량 생산에 적합한 경우가 많습니다. 부품을 CNC 터닝하는 것이 가장 비용 효율적인 제조 방법인지 여부를 결정할 때 고려해야 할 핵심 요소는 부품의 외경(OD)입니다. CNC 선반은 바의 외경에 최대 제한이 있습니다. 외경이 CNC 선반이 허용하는 최대 크기(예: 2.5인치)를 초과하면 별도로 고정해야 하므로 배송 시간과 비용에 영향을 미칠 수 있습니다.
CNC 도구. 집중해야 할 또 다른 요소는 CNC 도구입니다. 공구가 아무리 얇거나 작더라도 절삭날에는 내부 코너를 가공할 때 반경을 남기는 원통형 특성이 있습니다. 특수한 특성을 가진 일부 부품의 경우 가장 적합한 CNC 도구를 선택해야 합니다.
부품 특성. 언더컷으로 설계된 부품의 경우 CNC 터닝이 효과적인 솔루션입니다. 이로 인해 채터, 정밀도 손실, 표면 조도 불량 등의 위험이 있는 더 긴 특수 공구가 필요한 CNC 밀링에 몇 가지 문제가 발생할 수 있습니다.
비대칭 부품. 비대칭 부품의 경우 CNC 터닝이 적합하지 않습니다.
4. CNC 터닝의 장점
인적 오류를 줄입니다. CNC 터닝 서비스를 선택하면 인적 오류를 크게 줄일 수 있습니다. 프로그래밍 및 설정이 완료되면 CNC 선반이 자동으로 작동하고 예상 결과로 부품을 제조할 수 있습니다.
생산 효율성을 향상시킵니다.대부분의 CNC 선반은 상대적으로 빠른 속도로 작동하며 중단 없이 장시간 작업할 수 있습니다. 한 명의 작업자가 여러 기계의 작동을 감독할 수 있으므로 추가 인력을 고용하지 않고도 생산 효율성을 높일 수 있습니다.
폐기물 줄이기 재료비. CNC 선반은 특히 티타늄, 알루미늄 7075 등과 같은 귀금속의 경우 재료나 사용 가능한 자원을 거의 낭비하지 않아 총 비용을 효과적으로 절약합니다.
높은 정밀도.CNC 터닝은 높은 가공 정확도와 표면 조도를 가지며 제조된 부품은 항상 일관된 품질을 유지합니다.
5. CNC 터닝의 단점
CNC 터닝의 장점 외에도 몇 가지 단점도 고려해야 합니다. 물론 CNC 터닝은 수동 터닝보다 초기 투자가 더 많이 필요합니다.
높은 설치 비용 필요
역학 및 프로그래밍 능력에 대한 높은 기술 요구 사항
축대칭 부품에만 비용 효율적
CNC 선반은 유지 보수가 필요하며 결함을 즉시 수정하지 못할 수 있습니다.
CNC 터닝의 특징을 따져보면 장점이 단점보다 훨씬 큽니다.
6. CNC 터닝 작동 방식
CAD / CAM 디자인.CNC 선삭 공정은 모두 자동화되어 있지만 CAD/CAM 설계에 필요한 부품을 디지털로 표현한 후 CNC 선반의 언어인 G 코드로 변환합니다. G-코드는 CNC 공작 기계의 이송 속도, 회전 속도, 공구 교환 등을 안내합니다. 이는 재료에서 최종 제품까지의 제조 공정을 시각화할 수 있는 AutoCAD Fusion의 MasterCAM과 같은 소프트웨어에서 종종 시뮬레이션할 수 있습니다.
터닝 프로세스.G 코드가 설정되면 작업자는 터렛을 설정하고 적재합니다. 포탑은 한 번에 많은 도구를 수용할 수 있습니다. 로드가 제자리에 고정되면 원하는 부품 또는 프로토타입이 제조될 때까지 잉여 재료의 자동 절단이 시작됩니다.
7. CNC 터닝 타입
터닝, 언더컷, 널링, 드릴링, 페이싱, 보링 등과 같은 다양한 유형의 CNC 터닝이 있으며 원하는 모양을 얻기 위해 다양한 작업을 수행할 수 있습니다. 다음은 CNC 터닝 프로젝트에서 사용하는 일반적인 작업입니다.
직면하는 동안, 단일 포인트 도구는 공작물의 가장자리에서 반경 방향 또는 축 방향으로 이동하여 재료의 얇은 층을 균일하게 절단하여 매끄러운 표면을 남깁니다. 표면의 절단 깊이는 일반적으로 상대적으로 작고 단일 지점에서 방사형 또는 축 방향으로 가공할 수 있습니다.
테이퍼 터닝.나이프 절단은 재료를 원추형으로 절단합니다. 여기서 작업물의 직경은 한쪽 끝에서 다른 쪽 끝으로 갈수록 줄어들거나 증가합니다(예: 모래시계 모양).
형태 터닝.원형, 곡선형 또는 매끄러운 모양의 칼로 재료를 자르고 윤곽이 있는 부분을 만듭니다.
윤곽 터닝.단일 포인트 커터는 연속적인 곡선이 있는 원형, 곡선 또는 매끄러운 부품을 가공할 수 있습니다.
모따기.모따기는 부품의 날카로운 모서리에 손상을 방지하거나 안전을 위해 일반적으로 45도로 설정됩니다. 모따기 모서리는 정사각형 또는 기타 날카로운 모서리보다 손상에 더 강합니다.
분할.홈이 잘릴 때까지 직선으로 홈을 자르려면 특수 절단 도구를 사용하십시오.
스레딩. 헬리컬 플루트는 균일한 나사 사양의 볼트에 맞게 절단됩니다.
지루한. 기존 조리개를 확대합니다.
교련. 특수 오거 드릴을 사용하여 구멍을 만들기 위해 공작물 내부의 재료를 제거하는 공정입니다.
널링. 이것은 부품의 표면에 직선, 사선 또는 교차 지그재그 패턴을 절단하여 부품의 마찰을 증가시킬 뿐만 아니라 시각적 효과도 향상시킵니다.
그루빙.부품의 좁은 캐비티를 가공하는 프로세스입니다.
8. CNC 터닝 호환 재료
CNC 선삭은 선택할 수 있는 다양한 금속 또는 플라스틱을 포함하여 수백 가지 재료와 호환될 수 있습니다. 올바른 재료를 선택하는 것은 맞춤형 부품 또는 프로토타입을 만드는 데 중요합니다. 우리는 가장 널리 사용되는 몇 가지 재료를 소개하고 각 재료의 공통 적용 가능성에 주목합니다.
알류미늄. 알루미늄은 CNC 터닝에 가장 널리 사용되는 재료 중 하나이며 중량 대비 강도가 우수하고 부식에 매우 강합니다. 알루미늄 부품은 강도와 내식성을 더욱 향상시키기 위해 양극 산화 처리될 수 있으며 시각적 미학을 향상시키기 위해 다양한 색상으로 제공됩니다. CNC 터닝 알루미늄은 항공 우주, 의료 장비, 자동차 부품 또는 하우징에 널리 사용됩니다. 일반적인 알루미늄 합금 모델에는 알루미늄 5052, 알루미늄 7075, 알루미늄 7075-T6, 알루미늄 6063-T5, 알루미늄 7050-T7451, 알루미늄 MIC-6, 알루미늄 6061-T6, 알루미늄 2024-T3 등이 있습니다.
강철.강철은 강도와 경도가 우수하기 때문에 기어나 샤프트와 같은 고응력, 마찰 저항 부품에 자주 사용됩니다. 일반적인 강철 유형은 합금강 4130, 합금강 4140, ASTM A36, 강철 1018, 강철 A36 등입니다.
스테인레스 스틸. 열처리 후 스테인리스 스틸은 강도와 내식성이 우수하여 항공 우주, 의료 장비, 식품 및 기타 분야에서 널리 사용됩니다. 일반적인 스테인리스강 모델은 스테인리스강 15-5, 스테인리스강 17-4, 스테인리스강 18-8, 스테인리스강 303, 스테인리스강 304, 스테인리스강 316/316L, 스테인리스강 416, 스테인리스강 420입니다.
티탄.티타늄은 강도, 내식성, 생체 적합성이 뛰어나 의료용 임플란트, 항공기 및 기타 분야의 제조에 매우 적합합니다. 가장 일반적으로 사용되는 티타늄 합금은 티타늄 6Al-4V입니다.
CNC 선삭용 일반적인 금속 재료 요약
알류미늄 | 스테인레스 스틸 | 연강, 합금강 및 공구강 | 다른 금속 |
6061 - T6 | 303 | 연강 1018 | 황동 C360 |
6082 | 304L | 연강 1045 | 구리 C101 |
7075 - T6 | 316L | 합금강 1215 | 구리 C110 |
5083 | 2205 양면 | 연강 A36 | 티타늄 1등급 |
5052 | 17-4 | 합금강 4130 | 티타늄 2등급 |
2014 | 15-5 | 합금강 4140 | 불변 강 |
2017 | 416 | 합금강 4340 | 인코넬 718 |
2024 | 420 | 공구강 A2 | 마그네슘 AZ31B |
6063 | 430 | 공구강 A3 |
|
7050 | 440C | 공구강 D2 |
|
A380 | 301 | 공구강 S7 |
|
MIC 6 |
| 공구강 H13 |
|
|
| 공구강 O1 |
일반적인 플라스틱 소재를 CNC 터닝하기 위한 다양한 옵션도 있습니다.
PVC.PVC는 내식성과 내화학성이 우수한 저비용 소재입니다. 어린이 장난감에서 가스 파이프라인에 이르기까지 다양한 용도로 사용할 수 있습니다.
나일론.나일론은 내열성, 내화학성 및 내마모성이 있고 경우에 따라 금속을 대체할 수 있으며 고강도 및 정밀 공차 부품을 만드는 데 사용할 수 있는 다목적 저비용 플라스틱입니다.
플라스틱 | 강화 플라스틱 |
ABS | 가로라이트 G-10 |
폴리 프로필렌 | 폴리프로필렌(PP) 30%GF |
나일론 6 | 나일론 30%GF |
델린 (POM-H) | FR-4 |
아세탈(POM-C) | PMMA (아크릴) |
PVC | 몰래 엿보다 |
HDPE |
|
UHMWPE |
|
폴리 카보네이트 |
|
PET |
|
PTFE(테프론) |
9、CNC 선삭 설계 지침
CNC 회전 부품의 공통 기능에 대한 권장 값과 기술적으로 실현 가능한 값을 요약합니다.
특색 | 권장 크기 | 가능한 크기 |
최소 기능 크기 | Ø 2.5 mm | Ø 0.5 mm |
내부 가장자리 | R 8mm | R 0.25mm |
최소 벽 두께 | 0.8mm(금속용) | 0.5mm(금속용) |
구멍 | 지름:표준 드릴 비트 크기 | 직경: Ø 0.5mm |
스레드 | 크기: M6 이상 | 크기 : M2 |
10. CNC 터닝 부품의 표면 처리 공정
CNC 터닝 부품에는 선택할 수 있는 다양한 표면 처리 공정이 있습니다. 중국 최고의 시제품 제조사인 DDPROTOTYPE의 요약에 따르면 보다 일반적인 후처리는 다음과 같습니다.
가공된 상태(Ra 3.2μm / Ra 126μin).이것은 가장 엄격한 공차, 디버링 및 필요한 경우 모따기를 사용하는 가장 비용 효율적인 표준 표면 준비 프로세스입니다.
마무리(Ra 1.6μm /0.8μm).일반적으로 완성된 부품은 표면이 매끄럽고 흔적이 뚜렷하지 않으며 수동 연마가 필요하지 않습니다.
샌드 블라스팅.글래스 비드를 고압으로 부품 표면에 분사하여 거친 질감을 만듭니다.
Brushed + Anodized Type II(광택 마감). 유형 II 아노다이징 전에 브러시로 마감 처리하면 부품에 광택 색상, 경도 증가 및 내부식성이 부여됩니다.
분사 + 양극 산화 유형 II(매트). 그릿 블라스트 처리 및 유형 II 양극 산화 처리된 부품은 내식성이 우수합니다.
아노다이징 유형 III(하드 아노다이징). 유형 III으로 양극 산화 처리된 부품은 부식 및 내마모성이 더 우수합니다.
파우더 코팅. 분말 코팅은 모든 금속에 작용하여 부품 표면에 강하고 내마모성 층을 형성합니다.
와이어 드로잉 + 전해 연마(Ra 0.8μm / Ra 32μin). 솔질 및 전해 연마된 부품은 매끄럽고 잘 정리된 마감 처리가 되어 있습니다.
흑색 산화물.철강 부품의 내식성을 향상시키고 반사를 효과적으로 줄일 수 있는 철강에 적합한 표면 처리 공정입니다.
크로메이트 변환 코팅.부품에 크롬산염 화성 코팅을 적용하면 전기 전도성을 유지하면서 내부식성이 증가합니다. RoHS 준수.
와이어 드로잉(Ra 1.2μm / Ra 47μin). #400~600 사포로 부품의 표면 거칠기를 줄이면 시각적 품질이 향상됩니다.
광택 처리(Ra 0.8μm / Ra 32μin). 부품 표면을 여러 방향으로 수동 연마하여 표면 마감을 더욱 개선하고 약간 반사됩니다.
11. CNC 터닝 공차
특별한 사양이 없는 경우 CNC 터닝은 일반적으로 ISO2768 표준을 따릅니다. 0.5mm 미만의 공칭 크기의 공차가 도면에 명확하게 표시되어야 한다는 점은 주목할 가치가 있습니다.
공칭 크기 제한 | 플라스틱(ISO 2768-m) | 금속(ISO 2768-f) |
0.5mm* ~ 3mm | ± 0.1mm | ± 0.05mm |
3mm 이상 ~ 6mm | ± 0.1mm | ± 0.05mm |
6mm 이상 ~ 30mm | ± 0.2mm | ± 0.1mm |
30mm 이상 ~ 120mm | ± 0.3mm | ± 0.15mm |
120mm 이상 ~ 400mm | ± 0.5mm | ± 0.2mm |
400mm 이상 ~ 1000mm | ± 0.8mm | ± 0.3mm |
1000mm 이상 ~ 2000mm | ± 1.2mm | ± 0.5mm |
2000mm 이상 ~ 4000mm | ± 2mm |